|
2011皮革之年:亚洲2011
布迪昌荣皮革厂,日惹市,印度尼西亚
1966年创立于日惹市的布迪昌荣皮革厂,致力于为手套及鞋面鞣制微小的山羊和绵羊皮.
The residents of Yogyakarta are proud of the attraction their city holds for tourists and travellers. It’s the home of stunning, ancient temples, including the famous Borobudur and Prambanan. Other claims to fame are its universities and cultural activities. “This is not an industrial city, ”explains Haryono Sutanto, chairman of Budi Makmur, “and when my father founded this tannery in 1966, it was the first in Yogyakarta, and one of the first in the whole of Indonesia. ”Now, despite its location, it is processing an average of 150,000 small skins (50% goat and 50% sheep, local and imported) every month. It is the biggest tannery in the city, with 250 employees (20% of them women), dwarfing the other fifteen or so tanneries that operate in the area.

The tannery is located next to a river, and within a residential area. The treated effluent is discharged into this river, so not only does the tannery have to maintain a high standard of effluent treatment, but also maintains a high regard for its near neighbours.
A tradition of handicraft in silver, wood and the local textile technique called Batik eventually led to Yogyakarta developing a glove-making industry, and it was to supply the glove manufacturers that the tannery came into being. Companies in the central Java city soon developed specific expertise in making golf gloves, made from small skins, and this activity continues today. Brands whose golf gloves contain Budi Makmur sheep and goat leather include Callaway, Taylor Made and Nike. Around half of all the leather golf gloves being sold in the US at the moment are made in Indonesia, and of those, between 60% and 70% are made in Yogyakarta. Finished product manufacturers in the city employ a total of around 10,000 people.
The tanning company chairman insists that these glove manufacturers and their key suppliers, including his company, are constantly trying to improve their products. Specific to the tannery, in the face of competition from synthetic materials, it has worked hard to develop washable leather, and a version of the stay-soft leather first developed by glove-leather specialist Pittards. “We always try to go one step further than the manufacturers of synthetics, ”says Haryono Sutanto. “Of course, eventually, the synthetic material manufacturers improve their products, too, but technology costs, and the investment they have to make means the price-gap between the material they can make and ours becomes narrower.”
Budi Makmur leather also ships regularly to factories run by outsource manufacturing partners that some brands have in Thailand, and that Nike has in Jakarta and in China. This is a lot of gloves, but Mr Sutanto says he has seen surveys suggesting US golfers buy an average of four gloves a year each, for different weather conditions or to have some for practice sessions on the driving-range and better ones for matches.”
| (1)Overview of operations |
The company processes sheep and goat skins from the raw, pickled and wet blue condition to the finished state for gloving and shoe upper leathers. The operations are managed on two sites, both located within residential areas of Yogyakarta, a city of approximately one million people.
Manufacture from the raw to crust state takes place at the major site where manufacture commenced in 1976. This site has expanded to about three times its original size, and supplies the finishing department that is located 1.5 kilometres away. The input to the tannery is about 150,000 skins per month with an average mix of 50-50 sheep and goat skins.
Approximately 60% of the leathers produced are for footwear manufacture, and 40% for glove leathers. The glove leathers demand the smaller skins due to their higher tensile strength at lower substances, with a mix of about 70% sheep, 30% goat skins. There are considerable variations in raw material availability because of surges in slaughter at times of Muslim religious feasts. The tannery uses raw skins from within Indonesia provided by dealers via long established collection chains of supply mainly from small butchers operating under licenced slaughter. Other sources are in the pickled and wet blue state from Saudi Arabia, Yemen, Iraq, and Syria.
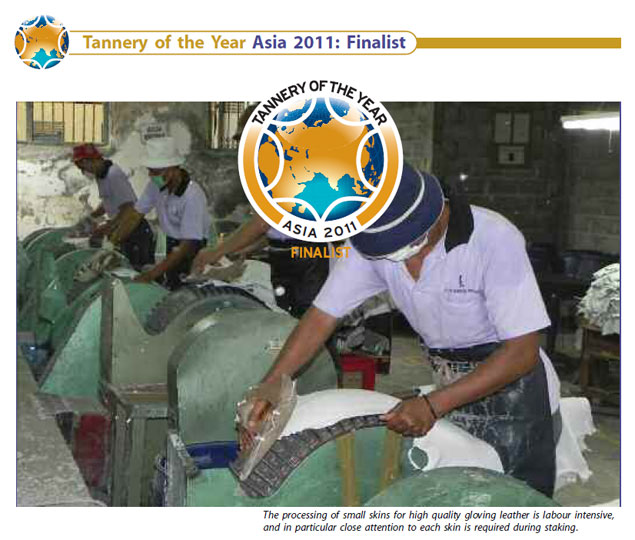
Because of the small area of each skin the operations are labour-intensive. The company prides itself on managing a production that is technical, but retains a high element of craft skills. About 250 people are employed in these operations, and about 20% are women. |
| (2)Manufacture and processing |
 |
Stainless steel processors are used for soaking, unhairing and pickling processes. These are of various sizes and have been manufactured in Indonesia.
Four stainless steel hide processors made in Indonesia are used for an 18-hour soak and hair dissolving process for raw sheep and goat skins. Three of these vessels have a working capacity of 500 skins, the fourth a capacity of 700 skins. When there is an excessive number of skins available for soaking―say following festivals―the plant capacity can be increased by suspension soaking in static pits. In this event the skins are individually suspended from bamboo frames.
Fleshing is carried out using three floor-mounted fleshing machines, and this is followed by deliming and pickling in an 18-hour process in three more hide processors of similar size. |
 |
All of the skins are inspected in the pickled state. The interior of this department is lined with panels made from split bamboo as this helps to reduce the temperature in the building
Two types of tannages are carried out on site. One is chrome tannage, the other wet white, and this takes place in eight elevated tanning drums. These are slow-revolving, four being 2.5m diameter x 3 m across and manufactured by Vallero, the remainder are of smaller size being manufactured locally. The drums are serviced from an elevated feed platform running along the back of the drums. The chemicals are raised to this level from the chemical store by lift. At the rear of these tanning drums there is a series of concrete tanks―one for each drum―where salt is dissolved to make up the salinity of the tanning bath and to prevent swelling of the pickled skins. |
 |
The tanning department comprises eight tanning drums. Four of these have been manufactured locally.
Skins purchased in the pickled condition are wet back, dropped from the drums into containers, stacked into bundles and spun in a centrifuge for dewatering. These are then inspected, trimmed and graded. Wet blue manufactured on site, and skins purchased in the wet blue condition, are also trimmed and graded according to substance, size and four quality grades. |
 |
Both the dyeing and tanning drums are serviced from elevated platforms running along the rear of the drums.
As each skin is shaved it is checked for substance to ensure conformity, and this is followed by dry wheeling on a batch of buffing wheels to remove residual fibres and clean the flesh side. Each batch is then weighted and dyed. |
 |
The pilot plant comprises 17 drums of three different sizes that have been manufactured locally. They can process between two and fifteen skins.
After dyeing and fatliquoring the skins are set, and the gloving leathers hang-dried for between 24 and 36 hours according to substance. This is mainly a suspension drying method supported as necessary by heat cells. This operates in four drying sheds each of 20,000 skin capacity. This arrangement consists of parallel rows of drying rails fitted with pins from which the skins are suspended. The skins are manually loaded and unloaded from floor level, but there is a second layer of drying rails, and these are serviced from an operating platform mounted on a track that can be moved along the whole floor area. The skins are then softened using a combination of seven milling drums of local manufacture, and hand staking on a bank of eight hand staking machines all fitted with dust extraction. Skins for shoe upper leathers are vacuum-dried, then vibration staked, and buffed. |
 |
After grading, the wet blue skins are trimmed before blue setting and shaving. About 20% of the workforce is women.
The finishing department comprises two Gemata roller coating and five spraying machines. All are fitted with electric radiant elements for finish drying. In addition to printing and feed-through roller presses, the department is equipped with glazing machines and milling drums. |
| (3)Co-products and solids management |
● All wet blue trimmings of suitable size are sold. They are then stained, hand-oiled and softened by flexing, and made into basic leathergoods.
● All of the trimmings from pickled skins are sold and used as fish food.
● Fleshings, which are small in volume, and the remaining tannery scrap leather from trimming and buffing, are mixed with dewatered sludge from effluent treatment and deposited to landfill.
● Trials are taking place to compost pickled scrap by mixing with sawdust, rice waste and a composting agent |
| (4)Environmental management |
WATER TREATMENT
The main water supply is provided by boreholes, then stored in an underground tank. However, rainwater falling on the tannery roof is collected and mixed with the borehole supply, and provides about 30% of the water consumed. This sump also serves as a reservoir in the event of fire. To overcome the possibility of loss of electrical supply in this event, the pressure is provided by a standby water pump and generator.
All of the water required in process is first run into tanks fitted with calibrated level gauges, where hot and cold water are mixed to provide the right temperature. The water is then pumped directly into the processing vessel |
 |
As each skin is shaved, it is checked for shaved substance.
Savings in water are made by recycling pickle liquors as far as possible, and this also reduces salinity in the final effluent. All of the used chrome liquors are separated via discharge gutters after chrome tanning and flow into a sump. This is then pumped into a settling tank to settle any solids that can be discharged from the tank base as sludge. The clear supernatant chrome solution is then recycled in subsequent tanning loads.
Wastewaters from soaking and liming and unhairing are discharged through common drainage. They first undergo a screening to remove gross solids on a self-cleaning screen, followed by removal of finer solids using wedge wide screens. This effluent is then settled using three settling pits, and the supernatant discharged into a collection sump serving the whole tannery. This effluent is continuously aerated to oxidise sulphides and to mix and blend the effluent.
The effluent then flows to the effluent treatment plant, where it is dosed with aluminium salts and polyelectrolytes. It then flows through a series of sumps to allow settling of the solids, before screening to remove any residual fines. |
 |
The tannery applies chemical dosing and settling to the effluent before biological treatment. After this treatment the effluent has an extended settling period to remove residual suspended solids, and is then aerated before discharge into the river flowing alongside the tannery.
There is a novel system where the effluent passes through seven filter screens. The frame of each screen is made from bamboo, and the filter medium is coconut fibre sandwiched between split bamboo. The filtered effluent then feeds into the base of a second sump for up-flow through a second filter arrangement. This comprises alternating layers of coconut fibre and small river stones. |
 |
A line of eight buffing wheels where each skin is buffed to clean the flesh before dyeing.
The clear effluent then flows into the activated sludge treatment plant for secondary treatment, with a retention time of three days. After secondary clarification, the supernatant is retained for a further three days in settling pits set in series as a form of tertiary treatment, then discharged through another series of sumps where the treated effluent is aerated before discharge to the river running alongside the tannery. |
 |
The interior of one of the suspension drying rooms. There is a second row of hanging rails set above those shown, and these are serviced from an elevated platform that runs on tracking so that it can be moved along the full length of the drying room.
There is considerable breakdown of solids in the activated sludge treatment plant, but surplus solids and solids from settling are mixed and blended in a collection sump. When there is sufficient volume, this mixed sludge is dewatered on a filter press. |
 |
The roning and embossing area, dealing mainly with shoe upper leather. The finishing department is spacious and fully equipped with presses, glazing machines and milling drums. Adjacent are two roller coating machines and five spraying machines all fitted with radiant drying cells.
The tannery has a small lab at the effluent treatment plant for performing COD analysis and holding records that show a reduction in COD of 90-95%. The effluent is also sampled and analysed by local authorities on a monthly basis. |
ENERGY MANAGEMENT
The city of Yogyakarta is a centre for wood craft and furniture manufacture, and the tannery has put this to good use by recently installing a wood-burning hot water plant. This consumes approximately 6m3 (0.5 ton/m3) of off-cuts from mango, coconut, jack-fruit and bamboo trees that have no other use, and is the sole source of heat for wet processing and drying. This has saved approximately 400 litres of heavy fuel oil per day. |
 |
Waste wood from furniture manufacture is used as fuel. This saves approximately 400 litres of heavy fuel oil each day.
Energy savings are made as natural air drying is used as far as possible, although this does need additional support from heating cells. The building used for sorting, trimming and grading pickled and wet blue skins is kept cool by the installation of woven bamboo frames on all of the walls and ceiling. |
 |
The two milling drums in the finishing department are made locally. They are mounted on a steel framework so that they can be readily repositioned.
As the factory is subject to power cuts, a generator is installed on site. This has been mounted on a rubber bed to minimise noise and vibration, and is capable of providing the energy needs of the whole tannery if required. At the moment work is taking place on renewing the power cables. |
|
 中文版
中文版